Plastic pelletizing is the final and most critical processing stage in a plastic recycling or regeneration line.
At this point in the process, pre-treated and cleaned plastic flakes are melted, extruded, and cut into uniform, high-quality plastic granules, which are widely used in high-value manufacturing applications such as film blowing, pipe extrusion, and injection molding.
To select the right pelletizing system, you must consider several key factors:
This guide provides an in-depth breakdown of the plastic pelletizing process, explores essential equipment configurations, and compares common pelletizing methods—empowering you to make smarter, more cost-effective decisions based on your specific production needs.
Plastic pelletizing is a thermo-mechanical process in which pre-crushed or pre-treated plastic waste is melted at high temperatures and reformed into uniform, stable, and standardized recycled plastic granules—typically cylindrical or spherical in shape. These granules are widely used as raw materials in a variety of manufacturing processes, including:
Injection molding – automotive parts, containers, tool housings
Film blowing & cast film extrusion – shopping bags, agricultural films
Pipe extrusion – PE/PP water pipes, cable conduits
Thermoforming – food packaging, takeaway boxes, trays
Compared to unpelletized plastic flakes or recycled sheets, plastic pellets offer significant advantages:
Improved flowability and processing consistency, leading to higher production efficiency and product quality
Uniform melting behavior, which reduces product defects and increases the yield rate
Higher bulk density, making storage and logistics more efficient
Cleaner appearance, lowering contamination risks from dust and impurities and improving downstream processing conditions
The plastic pelletizing process consists of a series of continuous and highly integrated processing steps, each of which plays a critical role in determining the quality, consistency, and efficiency of the final recycled plastic pellets.

After washing and drying, the plastic material is fed into the extruder via a hopper. The feeding system is selected based on the material characteristics. For example, lightweight films typically require forced feeding systems to ensure a consistent and stable input flow into the extruder.

Inside the extruder barrel, the plastic material is gradually melted and homogenized through high-temperature heating and mechanical shear. The choice of extruder depends on the type and condition of the input material:
Single-screw extruder – Ideal for clean, homogeneous materials such as pure PE or PP film.
Twin-screw extruder – Better suited for mixed or contaminated materials, offering superior compounding and dispersion capability.

The molten plastic passes through a filtration system (such as a screen changer or melt filter) to remove unmelted residues, paper particles, metal fragments, and other solid contaminants. This step ensures the purity and consistent quality of the final pellets.
Manual screen changer – Cost-effective but requires stopping the machine to replace screens.
Automatic or continuous screen changer – Designed for high-capacity, long-duration production without interruptions.

The filtered melt is extruded through a die head and cut into uniform pellets using various pelletizing methods:
Strand Pelletizing – Melt is extruded into strands, cooled in a water bath, then cut into pellets.
Water-Ring Pelletizing – A rotating water ring cools and cuts the melt at the die face, producing round and consistent pellets.
Underwater Pelletizing – Cutting and cooling occur simultaneously in a sealed water chamber, ideal for high-output or heat-sensitive materials.
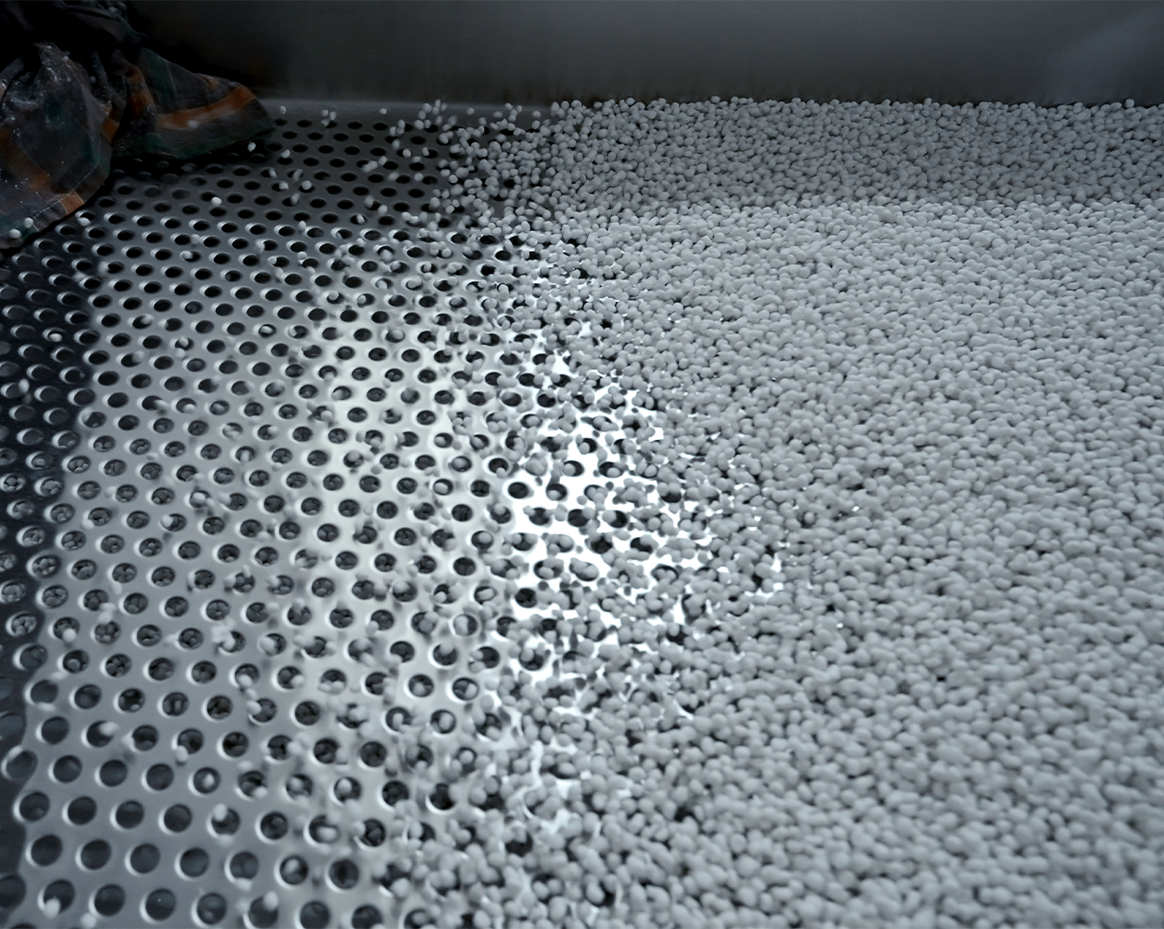
The freshly cut pellets are quickly cooled using water or air, then dried using centrifugal dryers or vibratory dryers to remove residual moisture. Proper drying helps:
Prevent moisture absorption and agglomeration during storage
Ensure product quality and processing stability in downstream applications
Choosing the right pelletizing system requires careful evaluation of several factors, including the type of material, target capacity, product quality requirements, and budget constraints. Below are the most common pelletizing methods used in the industry today:
🧩 Comparison of Common Pelletizing Methods
Pelletizing Method | Best-Suited Materials | Key Features |
Strand Pelletizing | Rigid plastics (e.g. PP, HDPE, ABS) | Simple structure, low cost, and easy to maintain. Requires long cooling water troughs. Ideal for standard granule production. |
Water-Ring Pelletizing | Film-grade materials (e.g. LDPE, LLDPE), packaging waste | Compact design with minimal footprint and low water consumption. Suitable for medium-output operations. |
Underwater Pelletizing | High-capacity lines, flexible or specialty polymers (e.g. TPU, EVA, PA) | Produces uniform pellet size with the highest automation level. Higher initial investment and maintenance costs. |
Key Factors to Consider When Choosing a Pelletizing System:
Material Characteristics
Is the material soft or rigid? Does it contain impurities? What is the melt flow index?
Product Quality Requirements
Does the downstream process demand specific pellet shape, size uniformity, or low dust levels?
Production Capacity Planning
What is your expected daily output? Will the line operate continuously or intermittently?
Budget and Maintenance Capacity
What is your initial investment limit? Can your team handle complex maintenance and long-term upkeep?
By clearly defining the above factors, you can confidently choose the most suitable pelletizing system to maximize both efficiency and cost-effectiveness.
A modern plastic pelletizing line consists of several highly integrated processing units that work together to automate the full cycle—from melting raw plastic material to producing high-quality recycled pellets. Below are the core components essential to an efficient pelletizing system:
1️⃣ Extruder
The extruder melts and plasticizes the input plastic flakes into a homogeneous molten state.
Single-Screw Extruder – Best suited for clean, single-type materials like pure PE or PP.
Twin-Screw Extruder – Ideal for mixed or contaminated materials, providing better compounding and dispersion performance.
2️⃣ Melt Filter / Screen Changer
This unit removes solid contaminants such as paper, metal particles, or unmelted plastic from the molten polymer to ensure product purity and stable pellet performance.
3️⃣ Pelletizing Unit
The pelletizer is the core of the entire pelletizing line. Depending on your material, capacity, and budget, you can choose from:
Strand Pelletizer
Water-Ring Pelletizer
Underwater Pelletizer
Each method has its own advantages based on the application scenario.
4️⃣ Cooling System
Cooling equipment varies by pelletizing method:
Water troughs (used in strand pelletizing)
Water-ring cooling chambers (for water-ring systems)
Sealed water tanks (used in underwater pelletizing)
These systems rapidly cool the pellets, maintaining consistent shape and size.
5️⃣ Drying Unit
Centrifugal or vibratory dryers are used to remove residual surface moisture from the pellets. Proper drying prevents moisture absorption, clumping, or other storage-related issues, and helps maintain pellet quality during downstream processing.
6️⃣ Control & Automation System
Powered by PLC-based automation, this system controls key parameters such as:
Temperature
Screw speed
Pelletizing frequency
Real-time fault alerts
It ensures safe, efficient, and stable operation across the entire production line.
Optional Add-Ons
Vacuum Degassing System – Removes ink residues, VOCs, or organic contaminants from recycled materials.
Pellet Classifier (Vibrating Screen) – Ensures uniform pellet size, removing over- or undersized particles to enhance product quality and downstream performance.
During plastic pelletizing, various issues may arise that can affect the quality of pellets and overall production efficiency. Understanding these common problems and how to solve them is critical to maintaining a stable, high-performance pelletizing process.
Common Issues in Pelletizing
Problem | Possible Cause | Recommended Solution |
Inconsistent pellet size | Dull cutter blades or unstable feeding | Replace or recalibrate the cutter; ensure consistent and stable material feeding |
Pellet discoloration | Overheating or excessive melt residence time | Lower the barrel temperature or reduce screw speed to shorten dwell time |
Clogged screen filter | High contamination level in raw material | Improve upstream material cleaning or upgrade to an automatic screen changer |
Irregular pellet shape | Inadequate cooling or mismatch between cutting speed and cooling rate | Adjust water temperature and flow rate; optimize cutting speed accordingly |
High pellet moisture content | Insufficient drying efficiency | Adjust drying equipment settings (rotation speed, airflow) to ensure proper dehydration |
✅ Best Practices for Optimized Pelletizing
For low bulk density materials (e.g. plastic film), use a forced feeding system to maintain stable and uniform input flow.
Regularly calibrate the cutter pressure and die head position to ensure consistent pellet size and shape.
When processing high-contamination or printed films, consider using a twin-screw extruder with vacuum degassing zones to effectively remove VOCs and ink residues.
For hygroscopic plastics (such as PA or PET), always pre-dry the material thoroughly before feeding to prevent pellet degradation or downstream defects.
Whether you’re recycling post-consumer plastic waste or converting clean factory scrap, understanding how pelletizing works helps you build a more efficient, cost-effective line.
Choose the right cutting system
Configure each step of the process to match your material
Work with experienced manufacturers to avoid costly trial-and-error
📩 Want help designing your ideal pelletizing system?
✅ Get a free consultation from our engineering team
✅ Receive a tailored layout + price quote within 48 hours
👉 Contact us now →






I'm the subject editor for Boxin Machinery and I've been working in the plastics recycling field for 15+ years .